
OEE and Economic Engineering
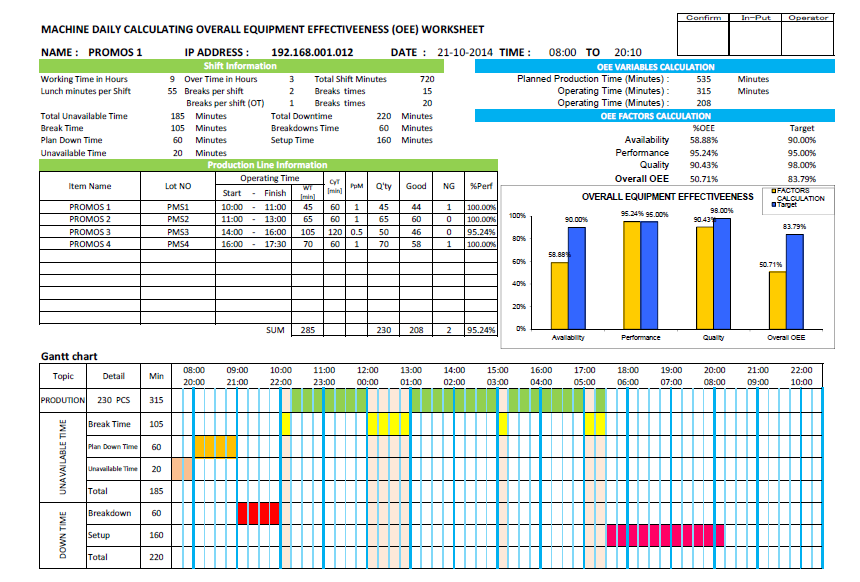
OEE เป็น indicator ที่นำมาวัดประสิทธิผลของการผลิต เพราะ OEE บ่งบอกถึง ความพร้อมของการผลิต ความเร็วของการผลิต และคุณภาพการผลิต ในองค์ประกอบของ OEE เราสามารถนำแนวคิดของ economic engineering มาใช้ร่วมกันได้ ซึ่งเป็นเหตุเป็นผลซึ่งกันและกัน
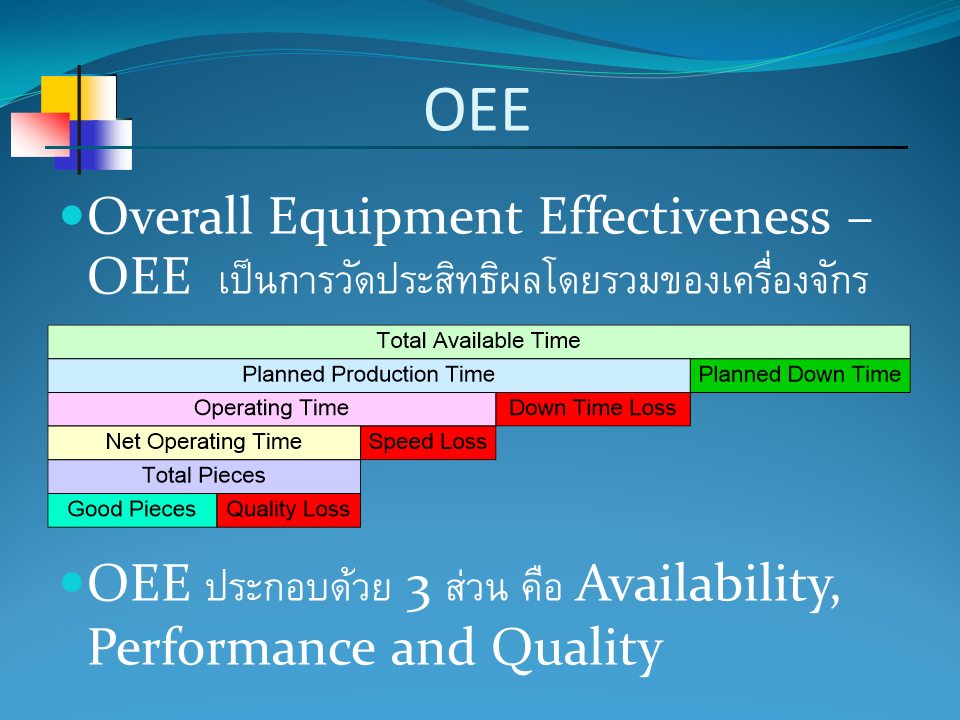
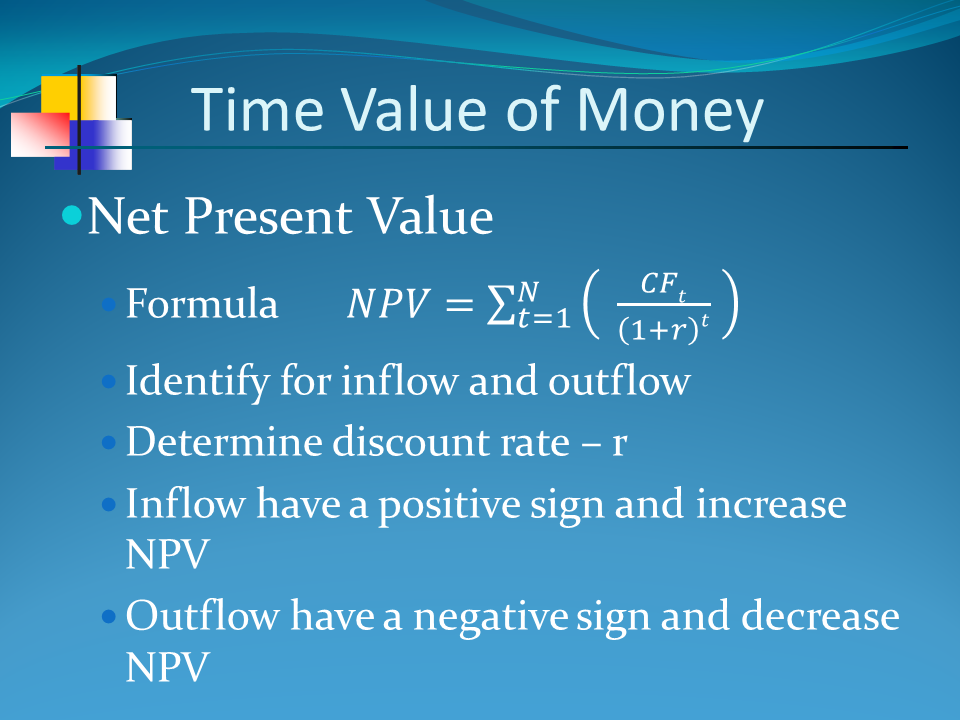
1. Availability factor หรือความพร้อมของการผลิต factor ตัวนี้จะวัดการหยุดการผลิตแบบ unplanned down หรื machine downtime ถ้าเรามองมาที่จุดนี้สิ่งที่เป็นต้นเหตุหรือเป็นเหตุเป็นผลกันคือ การเลือกซื้อเครื่องจักร รวมถึงการเลือกวิธีการ M/A เครื่องจักร ตัวอย่างเช่น อาจจะมีเครื่องจักร 2 ยี่ห้อ ที่ผลิตชิ้นงานได้เหมือนกันแต่มีอายุการใช้งานต่างกัน วิธีการหนึ่งที่เราจะเอามาตัดสินใจในการซื้อเครื่องคือ การใช้ Time value of Money เพื่อหา Net present value โดยสามารถใช้วิธี Replacement chain approach หรือ Equivalent annual annuity approach ได้
ตัวเลขที่ได้จาก Economic engineering ก็จะสะท้อนกลับไปหา ค่าความพร้อมในการผลิต
ถัดมา เมื่อเครื่องจักรต้องหยุดทำงานบ่อยๆ จะส่งผลถึง cost อีก 2 ส่วน คือ cost แฝง คือ cost ที่พนักงานผลิตไม่ได้ทำงานเพราะเครื่องจักรไม่พร้อมใช้แต่โรงงานยังต้องจ่ายค่าแรง และ cost ของช่าง M/A ที่ต้องคอยดูแลเครื่องจักร
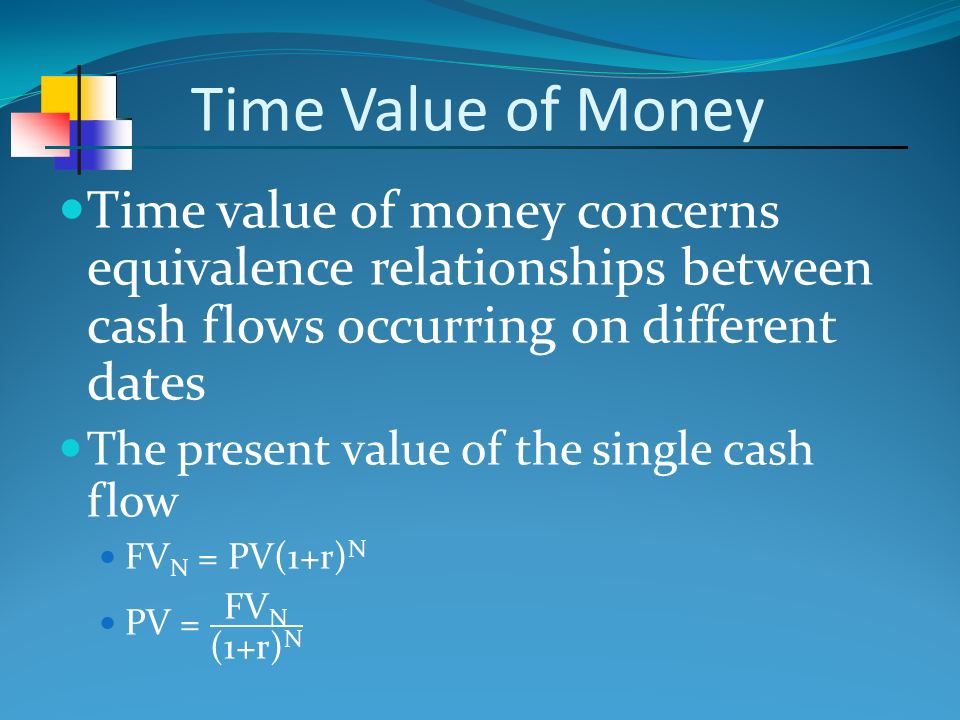
2. Performance factor หรือความเร็วของการผลิต factor ตัวนี้จะนำเอาเวลาที่ผลิตจริง (Operating time) หารด้วยจำนวนชิ้นงานที่ผลิตได้ โดยไม่นำเวลาของ machine downtime มาคำนวณ ค่ามาตราฐานของความเร็วในการผลิต ส่วนใหญ่จะใช้ค่าคอขวดของ line การผลิต แต่ถ้าหากทำ line balancing แล้ว ค่ามาตราฐานความเร็วในการผลิตก็จะเป็นความเร็วของเครื่องจักรผลิต ซึ่งก็จะคล้ายกับกรณีของ Availability factor ที่สามารถนำ Economic engineering มาเป็นเหตุเป็นผลกันเช่น การใช้ Time value of money คำนวณหา Discounted payback period ในการเลือกใช้เครื่องจักร
3. Quality factor หรือคุณภาพของผลิต เป็นการนำเอาชิ้นงานดีมาเทียบกับชิ้นงานที่ผลิตทั้งหมด ถ้าเครื่องจักรผลิตชิ้นงานเสียออกมามาก ก็จะเกิด cost 2 ส่วนคือ cost ของการแก้ไขงานหรือการผลิตซ้ำ cost ส่วนนี้ถ้าหากพิจารณาแล้วเปรียบเสมือนเราลดความเร็วการผลิตลงครึ่งนึ่ง เพราะต้องผลิตซ้ำ 2 ครั้งเพื่อให้ได้ชิ้นงาน 1 ชิ้น และ cost ส่วนที่สองคือ raw material cost ที่ต้องถูกนำมาใช้ในการผลิตชิ้นงานซ้ำ
อย่างไรก็ตาม เมื่อเครื่องจักรที่ใช้ในการผลิตมีจำนวนชั่วโมงการผลิตมาก ค่าประสิทธิผลต่างๆ ก็จะไม่ได้ตาม spec เหมือนตอนที่ซื้อมาใหม่ๆ สิ่งที่พบเจอคือ หากเราปรับเครื่องจักรที่ factor ใด factor หนึ่ง จะกระทบกับ factor อื่น เช่น เราปรับเพิ่ม Pf เพื่อต้องการให้ผลิตเร็วขึ้น แต่ effect ที่ตามมาอาจจะทำให้เครื่องจักรหยุดบ่อย หรือ ชิ้นงานเสียเยอะขึ้น ทำให้ค่า OEE โดยรวมลดลง ดังนั้นเทคนิคหนึ่งที่ใช้ในการปรับเครื่องจักรคือ จะปรับเครื่องจักร Pf สูงสุด ที่ไม่ทำให้ Af และ Qf ลดค่าลง
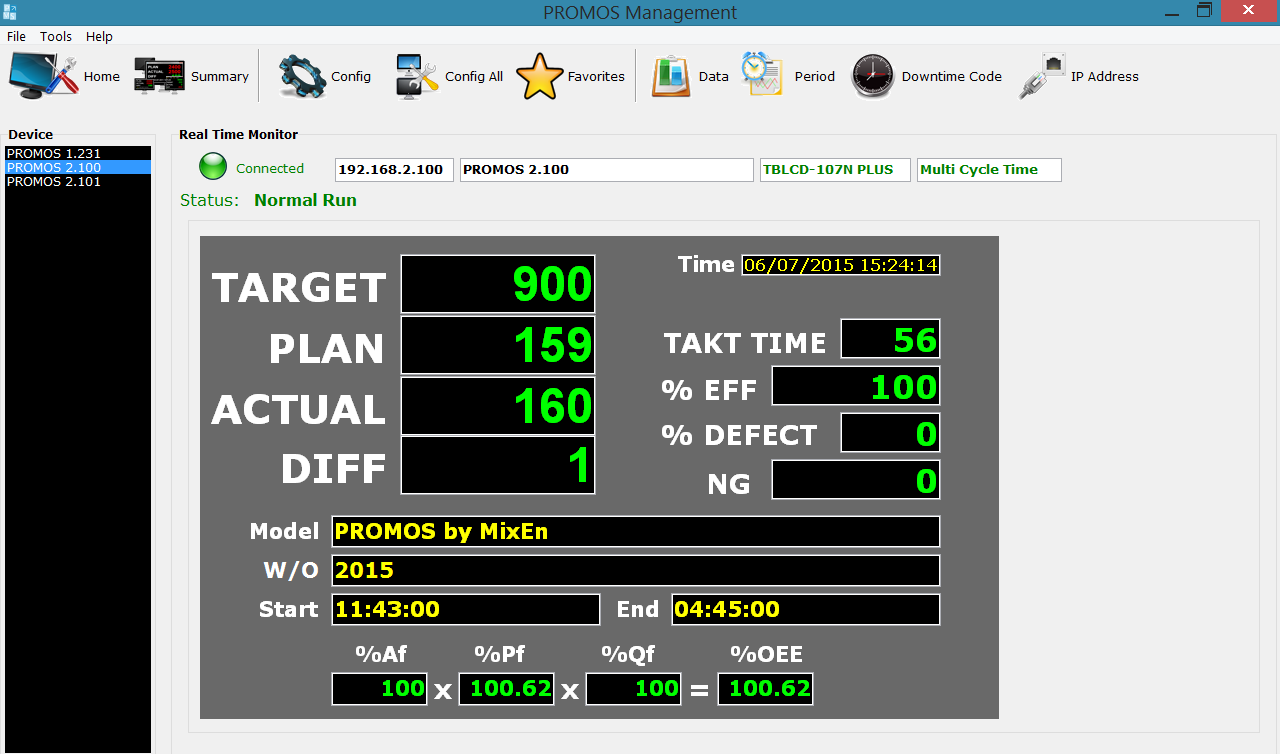
การ monitor ค่า OEE แบบ real time มีอยู่ใน PROMOS รุ่น Plus ซึ่งเป็น software standard ที่ลูกค้าสามารถใช้งานได้ทันที
บทความโดย Noppadon K. 09/08/2017
Copyright © 2017 PROMOS (Thailand) Co., Ltd. All Rights Reserved.
ติดต่อเรา
ThinkTech Co.,ltd.
THINK Productivity Solution
บริษัท ธิงค์เทค จำกัด (สำนักงานใหญ่)
เลขประจำตัวผู้เสียภาษี 0105558033583
92 หมู่บ้าน ตาลลูกอ่อน หมู่ที่ 3 ตำบลเจดีย์ อำเภออู่ทอง
จังหวัด สุพรรณบุรี 72160
Tel : 094-870-9999 (คุณกลม) E-mail sales@thinktech.co.th
เวลาทำการ : วันจันทร์ -ศุกร์ เวลา 8.30 - 17.30
Line ID:

